Article Content
1 Introduction
The use of single pulses for ablation, particularly in combination with ultra-short pulses and increasing fluences well above the ablation threshold, has increasingly proven to be inefficient [1,2,3]. Lickschat et al. demonstrated, by the ablation of cemented tungsten carbide, a maximum efficiency of 0.06 mm3/(W min) at an optimal fluence of approximately 5 J/cm2 [3]. Fluences below and above this optimal value led to a decrease in efficiency. In such cases, increasing the energy per pulse does not scale proportionally with the ablation rate and the pulse energy might not be used to its fullest potential. With the availability of ever more powerful laser systems for industrial applications and the demand of high-throughput processing for maximum economic efficiency, this presents a compelling challenge. Efficient laser ablation is defined as achieving the highest possible ablation volume per unit of laser energy, minimizing energy losses. Productivity refers to the ability to achieve high material removal rates (throughput) under industrially relevant conditions. Quality focuses on the resulting surface topography, ensuring smooth surfaces with minimal defects and low surface roughness values. Potential solutions to reduce fluence per pulse while maintaining an efficient processing regime include increasing the laser spot size [4], employing spatial multibeam processing [5], or increasing the repetition rate [6]. Another approach involves temporally splitting the laser power into bursts of ultra-short pulses with intra-burst repetition rates in the MHz range, which have been shown to significantly enhance the ablation efficiency of metals [7], metal matrix composites [8], and semiconductors [9] compared to single-pulse methods. However, bursts with intra-burst rates in the GHz range and fluences above the ablation threshold have been found to significantly reduce efficiency, primarily due to plasma shielding effects caused by high-intensity plasma formation [10]. In contrast, within an MHz-burst, heat accumulation can enhance ablation efficiency by increasing the energy available for material removal in subsequent pulses. In contrast, for glass ablation, GHz-burst pulses have been shown to markedly improve efficiency over single pulses [11,12,13]. Furthermore, the pulse-plasma interactions within a GHz-burst can be leveraged to smooth surface topographies [14, 15] or to remove debris from 3D microstructures on stainless steel [16].
Recently, a combination of GHz- and MHz-burst pulses, termed Bi-bursts, has been developed to merge the high efficiency of MHz-bursts with the superior surface quality achieved by GHz-bursts. Studies have demonstrated significantly improved efficiencies using bi-bursts compared to single-pulse methods, with enhanced throughput for the ablation of materials such as steel [7, 17], copper [7], silicon [18, 19], and nickel-based superalloys [20]. Bi-burst irradiation can also be employed for the selective remelting of metal matrix composite surfaces, allowing for the controlled adjustment of surface topographies with fluences near or below the ablation threshold [21].
Previous studies on Bi-burst technology have primarily focused on increasing throughput while maintaining high efficiency and quality in the processing of metals and semiconductors. However, there remains a need for further investigation into the Bi-burst ablation of composite materials, particularly ceramic-reinforced metal matrix composites. Cemented tungsten carbide (WC-Co) was chosen in this study because of its industrial relevance in cutting tools and wear-resistant components. Its combination of high hardness and toughness makes it challenging to machine with conventional methods, providing a suitable platform to evaluate the capabilities of MHz-, GHz-, and Bi-burst laser ablation.
The objective of this study is to develop a deeper understanding of the application of MHz-, GHz-, and Bi-bursts for the ablation of metal matrix composites, specifically cemented tungsten carbide, and to assess the influence of burst parameters on both process efficiency and resulting surface topography under high power throughput conditions. To achieve this, polished WC-Co samples were irradiated using up to 100 ultra-short burst pulses in a milling process, followed by quantitative and qualitative evaluation of the ablated surfaces using confocal laser scanning microscopy (LSM) and scanning electron microscopy (SEM). In addition, the study explores whether the surface smoothing effect, which is well-documented for GHz-burst pulses in other materials, can be effectively applied to cemented tungsten carbide, thereby offering an additional process strategy for improving surface quality.
2 Setup and parameters
2.1 Setup and means of measurement
A solid-state laser (CARBIDE-CB3-80W, Light Conversion) with an emitting wavelength of 1030 nm and a pulse duration of 10 ps was used milling WC-Co samples (94 % WC, 6 % Co, grain size around 1 µm, polished to a surface roughness of approximately 10 nm). Prior to laser processing, the samples were cleaned using ethanol to remove any surface contaminants. The laser can generate bursts with a variable number of pulses, ranging from single pulses (represents the conventionally single-pulse mode) and up to ten in the MHz-burst mode and GHz-burst mode. The intra-burst pulse repetition rate is 65 MHz for MHz- and 2.5 GHz for GHz-bursts. In the Bi-burst mode, each pulse in a MHz-burst is subdivided into a single GHz-burst. An envelope control system is employed to vary the energy per pulse within a burst, adjusted to ensure that each pulse within the burst had nearly identical energy. The investigated burst modes and envelope control system used in this study are integrated features of the CARBIDE laser system. The spatial intensity distribution of the laser beam closely approximates an ideal Gaussian profile (M 2 ≈ 1.1).
A scanning setup was used to deflect the laser beam across the sample surface. The focus radius of the laser beam was w0 = 15 µm, as determined by a Primes MicroSpotMonitor in accordance with ISO 11146. The generated structures were analyzed using a 3D-confocal laser scanning microscope (Olympus LEXT OLS 4100) to assess surface roughness (Sa, Sz) and ablation depths. Sa represents the average height deviation of the surface profile from the mean plane, providing a measure of the overall surface roughness, while Sz describes the vertical distance between the highest peak and the lowest valley within the measurement area, offering an indication of extreme surface features. It should be noted, however, that in accordance with ISO 25178, the ablation depth and surface roughness are quantities determined from area measurements. Roughness and waviness are distinguished by a predefined cut-off wavelength. The roughness and depth data obtained by confocal laser scanning microscopy are therefore not affected by differences in the waviness of the topography, as visualized by SEM images. For selected structures, additional high-resolution images were captured using a scanning electron microscope (model JSM-6512 from Jeol Ltd.) to provide further qualitative analysis of the surface topography.
The ablation efficiency was calculated based on the measured ablation depth z using the process efficiency νeff [11], which is given by:
in µm3/µJ, where Vburst represents the ablated volume per burst and Eburst is the energy within one burst. The parameters dx and dy refer to the geometric burst and line hatch distances, while n denotes the number of scans. The energy per burst Q was calculated by:
with Htotal being the total fluence per burst.
2.2 Parameters
Three parameter fields, comprised of a total of 100 different burst pulse configurations, were investigated in accordance with the specifications outlined in Fig. 1. These configurations represent the variations in the MHz-burst and GHz-burst mode. The number of pulses in the corresponding parameter set is always stated. For the Bi-burst mode, two numbers are provided to account for both the MHz-burst and the GHz-burst components – for example, a ”7-4-pulse Bi-burst” (MHz-GHz-pulse Bi-burst) indicates that each of the seven MHz-burst pulses are further subdivided into a 4-pulse GHz-burst, resulting in a total of 28 pulses per burst.
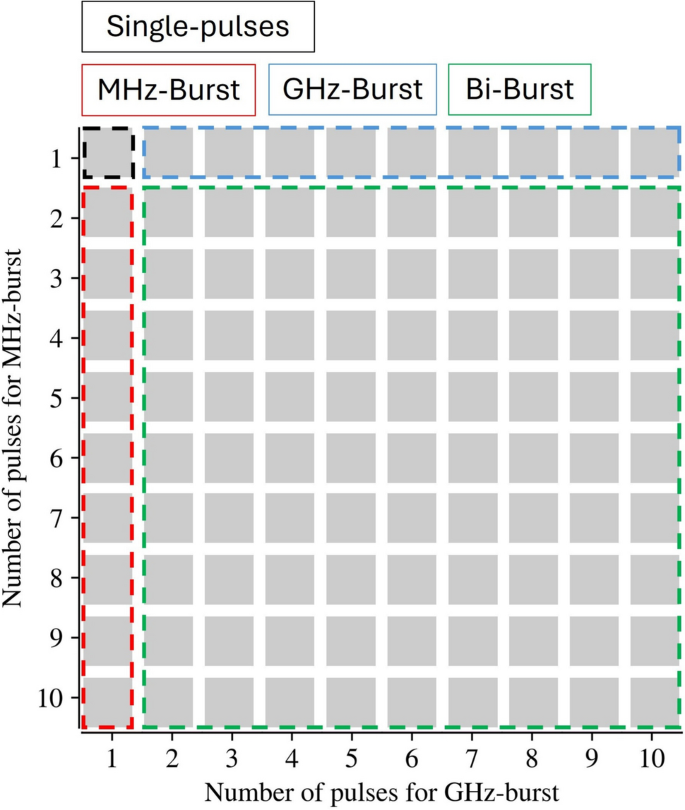
Schematically representation of a parameter matrix at a fixed total fluence and a variation of up to ten pulses in a MHz-burst (red dotted) and GHz-burst (blue dotted) along with a combination of both as Bi-burst containing up to 100 burst pulses. The black dotted parameter set represents the single-pulse mode
For each parameter matrix, total fluences of 20, 50 and 100 J/cm2 were selected for the milling process. The equivalent energies were distributed approximately equally among the respective number of burst pulses within a burst, meaning that the fluence per pulse decreased as the number of burst pulses in the burst increased. For example, a total fluence of 20 J/cm2 applied with a maximum of 100 pulses in a Bi-burst results in a fluence per pulse of 0.2 J/cm2, which is near the multi pulse ablation threshold of cemented tungsten carbide at the given wavelength and pulse duration [3].
In terms of high-throughput ablation, the investigated total fluences represent up to an 20-fold increase in laser power compared to the optimal fluence of 5 J/cm2 [3], while maintaining identical focus radius, wavelength, and pulse duration.
For the milling process, multiple bursts with a repetition rate of 100 kHz were used, along with a geometric burst and line hatch of dx = dy = 3 µm. Each parameter set was applied to mill fields measuring 1.5 mm by 1.5 mm, with five scans performed to ensure sufficient ablation depth for accurate measurement with all experiments performed under ambient atmospheric conditions without the use of additional process gases.
Following the completion and evaluation of the generated fields, a parameter set with high roughness was selected to create a sample with a large area for subsequent smoothing. The GHz-burst mode, which has been used in previous studies for the smoothing of solid surfaces, was employed in this process.
3 Results and discussion
This section presents the results obtained from the experiments, beginning with those generated at a total fluence of 20 J/cm2, containing parametersets with the lowest investigated throughput in this study. The measured values and ablation characteristics are compared and evaluated in relation to findings from literature. Following this, the results for fluences of 50 J/cm2 and 100 J/cm2 are discussed, with a particular focus on the increase in productivity, efficiency, and surface roughness aiming for high throughput processing. In addition, the findings of the additional smoothing process are presented and analyzed in detail.
3.1 Results at a total fluence of 20 J/cm2
3.1.1 Single-pulse mode
The single-pulse mode yielded an ablation depth of 19 µm after five scans, corresponding to an efficiency of 0.5 µm3/µJ (Fig. 2 – top). The literature reports a maximum efficiency of 1.0 µm3/µJ at approximately 5 J/cm2 for comparable material and laser parameters [3]. This result is in accordance with the findings of previous studies, which indicate that efficiency decreases significantly with increasing fluence. Starting from a polished surface with an initial Sa value of 10 nm, the roughness increased to 0.23 µm. This increase in roughness is attributed to the formation of laser-induced periodic surface structures (LIPSS) (Fig. 3 (a)).
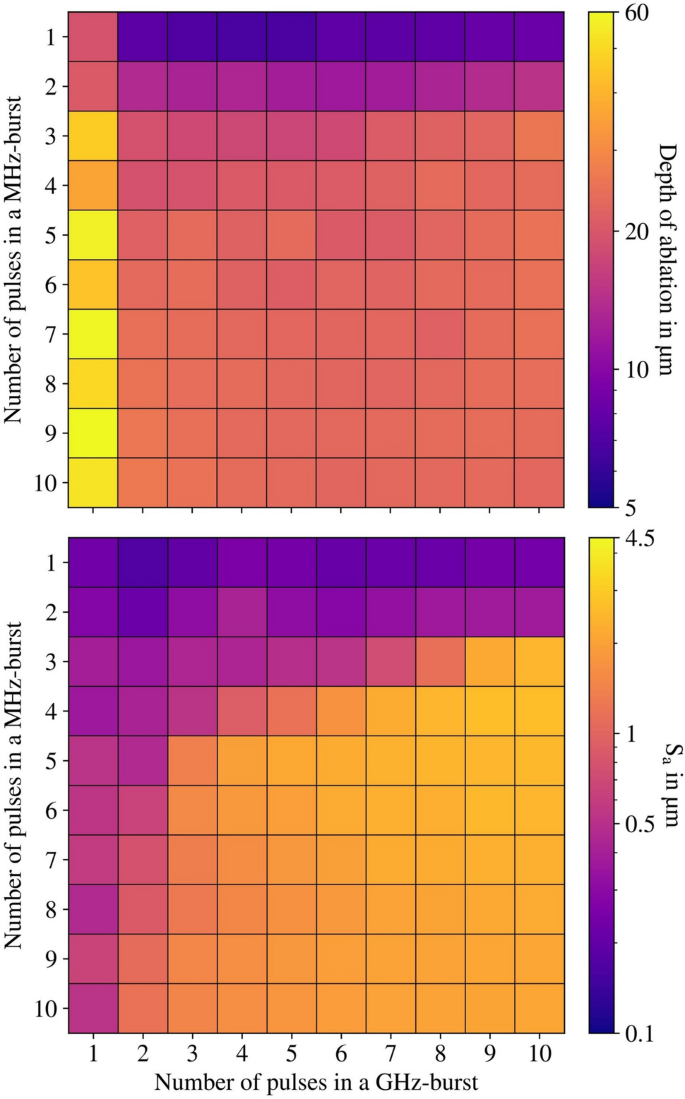
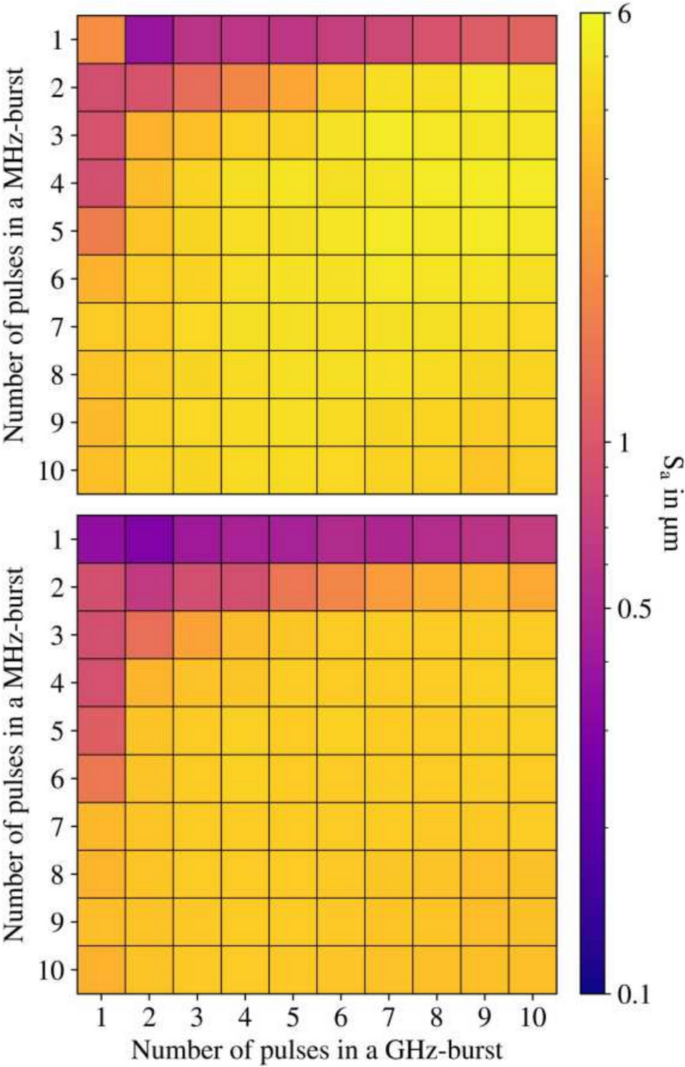
Depths of ablation (top) and surface roughness Sa (bottom) using a total fluence of 20 J/cm2 as a function of the corresponding burst regime and number of burst pulses
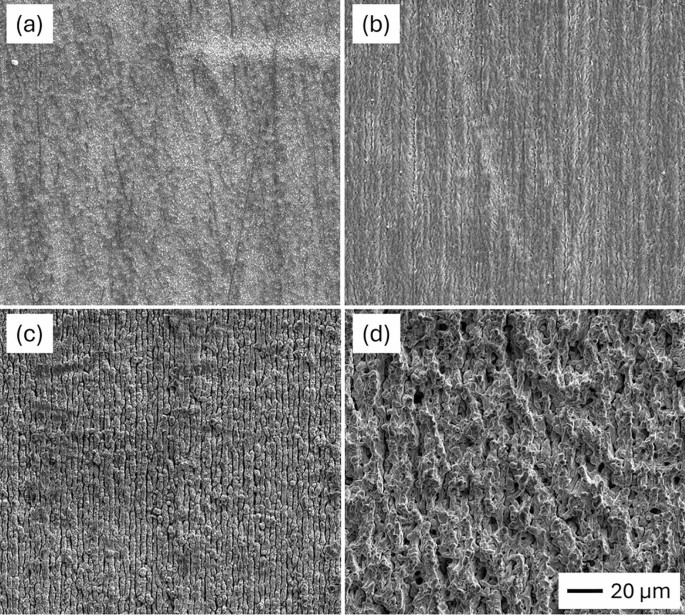
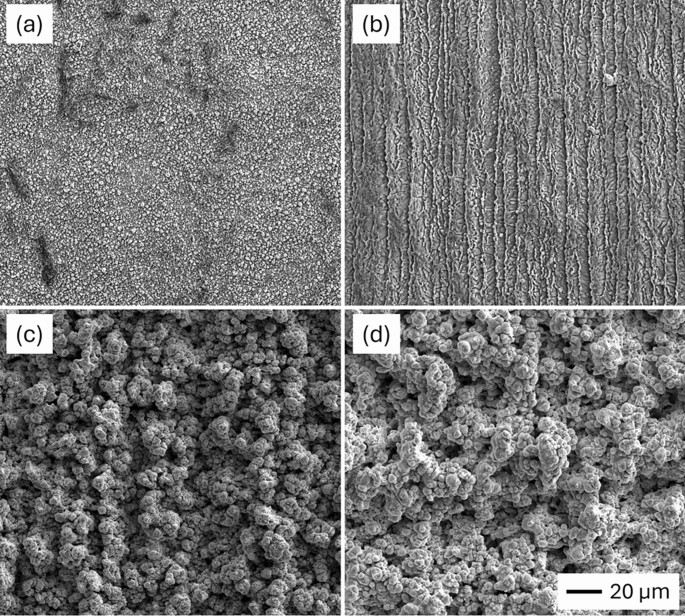
SEM images of the structures generated by single-pulse mode (a), the 10-pulse GHz-burst mode (b), the 10-pulse MHz-burst mode (c), and the 10-10 Bi-burst mode (d), at a total fluence of 20 J/cm2
3.1.2 GHz-burst mode
The GHz-burst mode using double pulses resulted in an ablation depth of 8 µm, representing a 61 % reduction compared to the single-pulse mode and corresponding to an efficiency of 0.2 µm3/µJ (Fig. 2 – top). This phenomenon occurs when the first burst pulse generates a highly dense plasma during the ablation process and is documented in literature as plasma shielding. The interaction between a generated plasma and subsequent burst pulses results in significant absorption or reflection of pulse energy, as observed in previous studies [22, 23]. Up to a burst pulse number of four, the depth of ablation is observed to decrease further to 7 µm. A potential explanation is an increase in the plasma ionization degree and, consequently, the electron density of the existing plasma, induced by subsequent burst pulses ”pumping” the given plasma [24, 25]. The ablation depth gradually increases with the number of GHz burst pulses above four, reaching up to 9 µm with ten pulses. The increase in ablation depth may be attributed to the decreasing density of the continually expanding plasma, which allows more energy from subsequent pulses to interact with the solid surface over time. In this context, the accumulation of residual heat is also a potential factor contributing to the observed increase in ablation efficiency [26]. Additionally, the fluence per pulse decreases with the rising number of pulses, from 10 J/cm2 for double pulses to 2 J/cm2 for ten burst pulse, resulting in a less intense plasma-pulse interaction.
The measured surface roughness values display a similar trend to the ablation depths. Using double pulses resulted in an Sa value of 0.17 µm, indicating a significant reduction in surface roughness compared to the single-pulse mode (Fig. 2 – bottom). Increasing the number of GHz burst pulses led to a slight increase in Sa values, up to 0.24 µm with ten burst pulses. This surface roughness is characterized by re-solidified melt following the geometric direction of the processing (Fig. 3 (b)).
A notable result of the study is that the ablation depth and surface roughness remained almost constant across the range of fluences per pulse investigated at a total fluence of 20 J/cm2. This observation, based on the specific burst parameters used in this study, suggests a stabilization effect resulting from the balance between heat accumulation and plasma shielding. Further studies are required to quantitatively analyze this behaviour across a broader parameter space.
3.1.3 MHz-burst mode
In comparison to the single-pulse mode, the MHz- burst mode with double pulses resulted in a slightly higher ablation depth of 21 µm after five scans (Fig. 2 – top). From the 3-pulse MHz-burst onwards, the ablation depth increased significantly compared to the use of double-pulses. However, a trend of alternating increases in ablation depth for odd-numbered pulse bursts and decreases for even-numbered pulse bursts was observed, with fluctuations in ablation depth of up to 30 %. The reduction in ablation depth is attributed in the literature to intense shielding of subsequent burst pulses by ablated particles, as well as their re-deposition on the material surface [27,28,29]. Conversely, the increase in ablation depth is attributed to residual heat accumulation [29, 30], which enhances the ablation of subsequent burst pulses. In general, the ablation depth increases due to heat accumulation, followed by a reduction due to particle shielding. As the density of the ablation cloud decreases, material removal increases again, and vice versa. The highest ablation depth of 60 µm was observed with the 9-pulse MHz-burst, corresponding to an efficiency of 1.5 µm3/µJ.
Starting with the 2-pulse MHz-burst and a Sa value of 0.28 µm, the resulting surface roughness followed the same trend as the ablation depths (Fig. 2 – bottom). In general, the increase in Sa values can be attributed to heat accumulation, which leads to the formation of a topography characterized by re-solidified melt (Fig. 3 (c)). The alternating reduction in Sa values for even-numbered pulse-bursts can be explained by the piston-like effect of recoil pressure [7, 31], caused by the re-deposition of ablated particles. This effect generates forced convection, which influences the melt dynamics and contributes to the measured roughness values.
3.1.4 Bi-Burstmode
The 2-2-pulse Bi-burst represents the parameter set with the highest fluence per pulse (5 J/cm2) for this burst-regime and obtained an ablation depth of 14 µm after five scans (Fig. 2 – top). This value is significantly lower than that measured in single-pulse mode (19 µm) and below the ablation depth of the 4-pulse MHz-burst (36 µm). However, it exceeds the value of the 4-pulse GHz- burst (7 µm). A significant factor in this context is the timing of the interaction between subsequent burst pulses and the density of the existing plasma or ablation cloud, as 15 ns pass between the first double pulse and the second double pulse within a Bi-burst. Further increasing the number of MHz and GHz-burst pulses per Bi-burst leads to a continuous increase in ablation depth. Additionally, the alternating trend observed in the MHz-burst mode, namely an alternating increase and decrease in ablation depth with odd and even pulse numbers, does not occur in the Bi-burst mode. Additionally, the maximum ablation depth of 26 µm remains approximately half that obtained with pure MHz bursts (60 µm). This indicates that the mechanisms of the pure GHz-burst mode, particularly intense plasma shielding, play a key role in the ablation in the Bi-burst mode.
The surface roughness in the Bi-burst mode follows the trend of the ablation depths, starting with a Sa value of 0.22 µm using the 2-2-pulse Bi-burst (Fig. 2 – bottom). For example, applying the 10-10-pulse Bi-burst, which represents the maximum number of pulses per burst at a fluence per pulse of 0.2 J/cm2, results in a distinctly more pronounced topography of re-solidified melt compared to the pure MHz, GHz, or single-pulse modes with a Sa value of 2.12 µm (Fig. 3 (d)). Since the formation of a melt pool within a pure MHz burst, based on heat accumulation, requires several nanoseconds due to thermal conduction into the material, the combination with GHz burst pulses in the Bi-burst mode can, through intense plasma-induced shock waves, lead to intense melt dynamics and create a more pronounced topography of re-solidified melt.
3.2 Total fluence of 50 J/cm2 and 100 J/cm2
3.2.1 Single-pulse mode
In single-pulse mode, an ablation depth of 27 µm was measured using a total fluence of 50 J/cm2 after five scans, corresponding to an efficiency of 0.3 µm3/µJ (Fig. 4 – bottom). At a total fluence of 100 J/cm2, the ablation depth increased to 42 µm, resulting in an efficiency of 0.2 µm3/µJ (Fig. 4 – top). Compared to a total fluence of 20 J/cm2, the efficiency decreased. However, productivity doubled with a fivefold increase in fluence. Furthermore, surface roughness increased to 0.4 µm at 50 J/cm2 (Fig. 5 – bottom), primarily due to the presence of melt particles (Fig. 6 (a)), and to 2.0 µm at 100 J/cm2 (Fig. 5 – top ), caused by the formation of a topography featuring holes with diameters of up to 20 µm (Fig. 6 (a)).
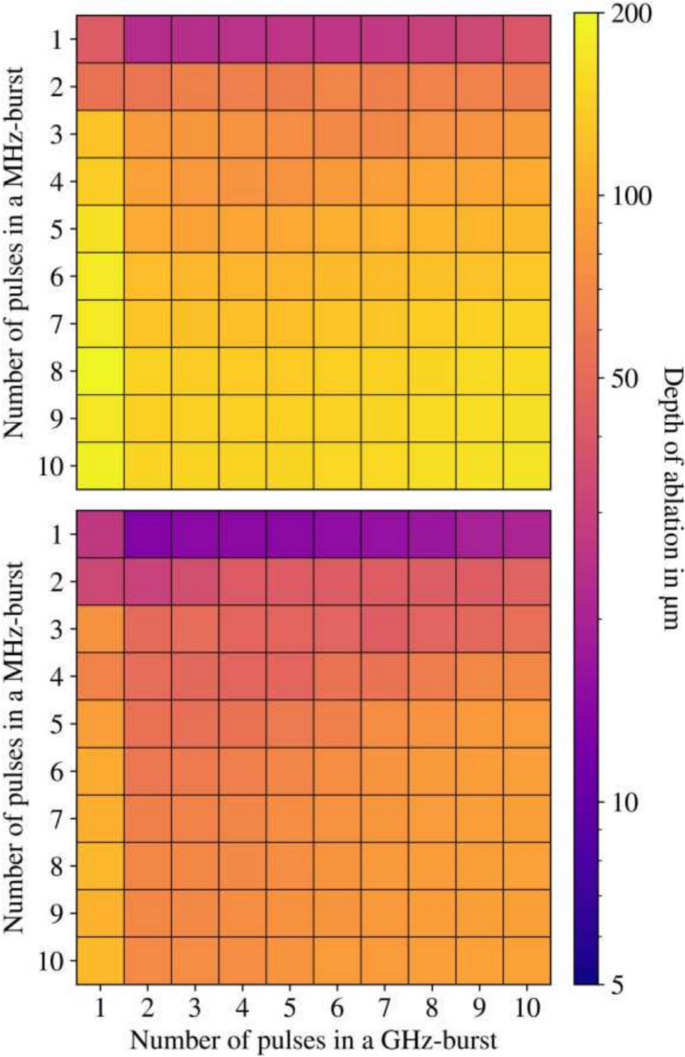
Resulting depths of ablation using total fluences of 50 J/cm2 (bottom) and 100 J/cm2 (top) as a function of the corresponding burst regime and number of burst pulses
Resulting surface roughness Sa using total fluences of 50 J/cm2 (bottom) and 100 J/cm2 (top) as a function of the corresponding burst regime and number of burst pulses
SEM images of the structures generated by single-pulse mode (a), the 10-pulse GHz-burst mode (b), the 10-pulse MHz-burst mode (c), and the 10-10 Bi-burst mode (d), at a total fluence of 50 J/cm2
3.2.2 GHz-burst mode
Similar to the results observed at 20 J/cm2, the GHz-burst mode led to a significant reduction in ablation depth. The most intense plasma shielding effect was observed with double pulses, obtaining a minimum in ablation of 14 µm at 50 J/cm2 and 23 µm at 100 J/cm2 (Fig. 4). Increasing the number of burst pulses resulted in a gradual increase in ablation depth, reaching up to 21 µm at 50 J/cm2 and 40 µm at 100 J/cm2 using ten GHz-burst pulses. The maximum achievable efficiency at both total fluences was therefore 0.2 µm3/µJ, which, like the maximum productivity, remained below the values attainable in single-pulse mode at the same total fluence, although an approximation was observed.
The measured surface roughness followed a similar trend to that observed at a total fluence of 20 J/cm2, with the highest Sa values reaching 0.7 µm at 50 J/cm2 and 1.2 µm at 100 J/cm2 using ten GHz-burst pulses, both significantly higher than those at 20 J/cm2 (Fig. 5). At 100 J/cm2 all parameter sets achieved a lower overall surface roughness in comparison to single-pulse mode. Analysis of the topographies of the structured surfaces reveals that these also follow the geometric line hatch of 3 µm. However, the line-like structures are considerably more pronounced (Figs. 6, 7 (b)).
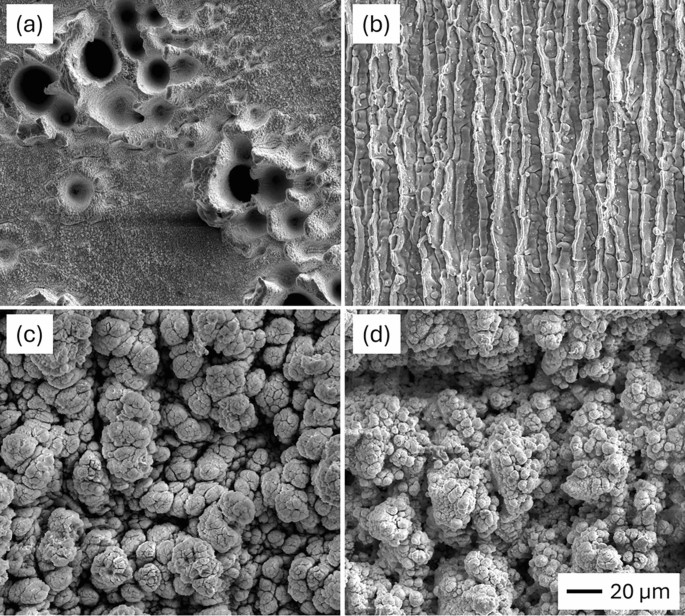
SEM images of the structures generated by single-pulse mode (a), the 10-pulse GHz-burst mode (b), the 10-pulse MHz-burst mode (c), and the 10-10 Bi-burst mode (d) at a total fluence of 100 J/cm2
3.2.3 MHz-Burstmode
The increase in energy used in the ablation process for the MHz-burst mode resulted in significantly greater ablation depths compared to the single-pulse mode (Fig. 4). Notably, the findings align with the previously observed alternating trend of increased and decreased ablation depths, particularly at higher pulse numbers, as discussed in Sect. 3.1.3. The maximum ablation depth obtained was 116 µm at 50 J/cm2 with ten burst pulses, corresponding to an efficiency of 1.2 µm3/µJ. At 100 J/cm2, the highest ablation depth measured was 195 µm with eight burst pulses, resulting in an efficiency of 1.0 µm3/µJ. In accordance with literature values [3], the maximum efficiency of 1.0 µm3/µJ, which was achieved with single pulses at approximately 5 J/cm2, could be maintained, but with twenty times more energy supplied and an almost identical focal spot size. Thus, the ablation depth attainable in the single-pulse mode at a total fluence of 100 J/cm2 (42 µm) could be increased fivefold in terms of productivity.
The measured surface roughness exhibited a significant increase, with Sa values reaching up to 4 µm (Fig. 5). The formation of cauliflower-like structures is attributed to the high ablation volume per pulse and the intense interactions between ablated particles and subsequent burst pulses, along with their re-deposition on the material surface (Figs. 6, 7 (c)). The dimensions of these structures ranged from less than 10 µm at 50 J/cm2 to over 20 µm at 100 J/cm2, with smaller substructures evident on the larger formations.
3.2.4 Bi-Burst mode
The use of the bi-burst mode at total fluences of 50 and 100 J/cm2 revealed comparable trends to those observed at 20 J/cm2, resulting in ablation depths of up to 93 µm at 50 J/cm2 and 169 µm at 100 J/cm2 using 10-10-pulse bi-bursts (Fig. 4). These values correspond to an efficiency of 0.9 µm3/µJ. Therefore, significantly enhanced efficiencies can be attained with Bi-bursts in comparison to the single-pulse mode at equivalent processing energies, although they remain marginally below the maximum efficiencies achieved in the pure MHz-burst mode.
The measured surface roughness increased to values as high as Sa = 6 µm, therefore being higher than the results observed in the MHz-burst mode at the same total fluence (Fig. 5). This is particularly evident from SEM-images of the generated cauliflower-like topographies on the structured surfaces, which are partially more pronounced to those produced in the MHz-burst mode (Figs. 6, 7 (d)). However, the characteristic re-deposition effect observed in the MHz-burst mode is a principal factor influencing the resulting topography when high total fluences and Bi-bursts are employed.
3.3 Smoothing
Due to the high surface roughness, with a Sa value of 5.6 µm, a Sz value of 106 µm, and the cauliflower-like topography of the milled surface, the 5-7 Bi-burst mode at a total fluence of 100 J/cm2, corresponding to approximately 3 J/cm2 per pulse, was chosen to mill fields for the subsequent GHz-burst smoothing process. The ablation depth of these fields was approximately 122 µm. The first step in evaluating optimal smoothing parameters involved using a total fluence of 20 J/cm2 while varying the number of burst pulses, and consequently the fluence per pulse in the GHz-burst mode, ranging from 10 J/cm2 for double pulses to 2 J/cm2 for ten pulses. This fluence range is consistent with the 2 J/cm2 used for smoothing stainless steel and exceeds the state-of-the-art values for GHz-bursts with up to ten pulses and fluences above the ablation threshold [14, 16, 17, 32]. To investigate the effect of the GHz-burst process as a function of the number of scans, the resulting topography was analysed for both five and twenty scan variations. At five scans, the Sa value initially measured 5.9 µm using double burst pulses, with a continuous reduction in roughness down to 3.1 µm as the number of pulses increased to ten (Fig. 8). The GHz-burst smoothing process also resulted in an additional ablation depth of 17 ± 4 µm, in line with the reference ablation depth of 122 µm.
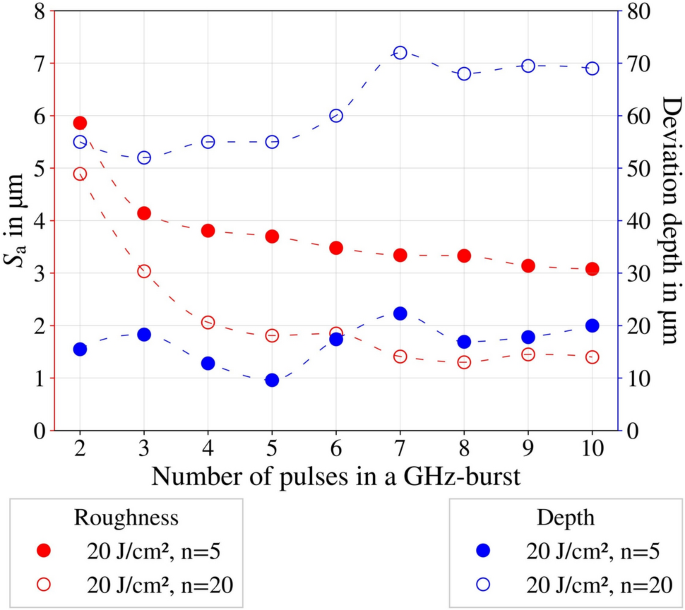
Surface rougness Sa and additional ablation depth due to subsequent GHz-burst mode smoothing process as a function of the number of burst pulses – dotted lines for visual guidance
By comparison, milling a polished surface with the same parameters yielded an ablation depth of 8 µm after five scans (Fig. 2, top). The increased ablation depth observed here is due to the combination of ablated material and the smoothing of the cauliflower-like surface topography. This difference, referred to as the deviation depth, is defined as the difference between the initial ablation depth of 122 µm and the total ablation depth after smoothing. The reduction in surface roughness during the smoothing process contributes significantly to this depth difference.
Increasing the number of scans to 20 showed a similar trend to the five-scan process but resulted in significantly lower roughness values, with Sa reduced to 1.4 µm and an increased ablation depth deviation of 62 ± 8 µm (Fig. 8). In conclusion, the number of burst pulses and scans, along with the resulting number of interactions between the generated plasma and subsequent pulses in the same irradiated area, have a major influence on the smoothing effect. To further investigate the impact of the number of scans on smoothing, the next step focused on using an optimal parameter set for achieving the lowest roughness values. For this, GHz-bursts with ten pulses and a fluence per pulse of 2 J/cm2 were selected. Increasing the number of scans up to 50 led to a significant reduction in roughness, with Sa decreasing from 5.6 µm to 0.4 µm and Sz from 106 µm to 11 µm (Table 1). The use of GHz-burst pulses successfully smoothed the cone-like surface topography, and at 50 scans, the cones were entirely flattened (Fig. 9). A further increase in the number of scans to 200 yielded similar roughness values as at 50 scans, but with a significantly higher ablation depth deviation of 428 µm, in addition to the initial ablation depth of 122 µm. In conclusion, the number of scans in combination with high-throughput milling and subsequent GHz-burst pulse smoothing plays a crucial role in achieving a predefined milling depth, with a strong impact on both surface roughness and ablation depth.
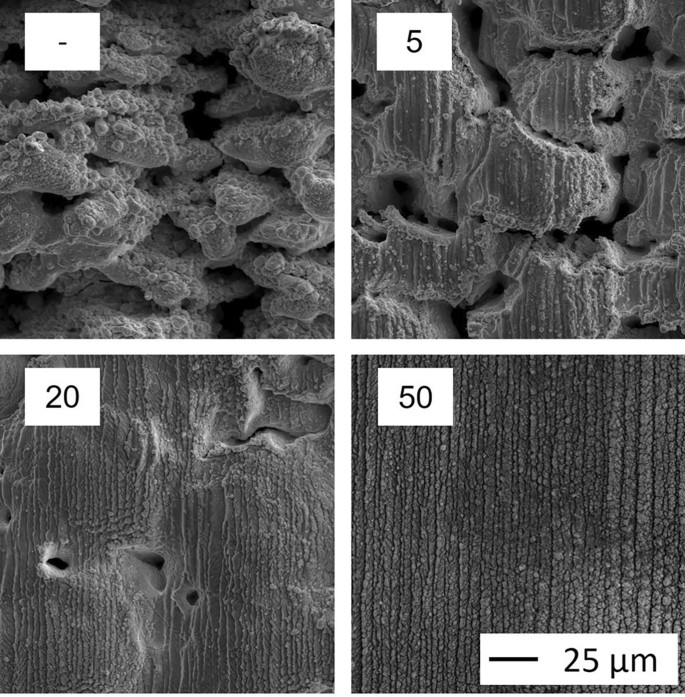
SEM images of the structures bottom generated with the Bi-burst mode and progress of smoothing depended of the scan number by use of the 10-pulse GHz-burst mode at a total fluence of 20 J/cm2
4 Summary and outlook
Achieving high throughput of available laser power with consistently high efficiency poses a significant challenge for system technology and processing in laser microstructuring with ultra-short pulsed laser radiation. Modern laser systems offer the possibility to distribute the high pulse energy and fluence of an ultra-short pulse into multiple pulses, either spatially in arrays or temporally in bursts. The objective of this study was to investigate laser milling of metal matrix composites to analyze the influence of burst pulses on process efficiency, productivity, and the resulting surface roughness of the milled surfaces at high total fluences. For this purpose, tungsten carbide in a cobalt binder phase (WC-Co) was processed with a pulse duration of 10 ps and a wavelength of 1030 nm in three different burst regimes: the MHz-burst mode, the GHz-burst mode, and a combination of both, the Bi-burst mode. Evaluations were conducted quantitatively using confocal laser scanning microscopy to determine ablation depths and surface roughness values, and qualitatively using scanning electron microscopy to assess the topography.
In a previous study by Lickschat et al., a maximum efficiency of 1.0 µm3/µJ was obtained at an optimal fluence of 5 J/cm2, which served as a reference value in this study [3]. Consistent with existing literature, efficiency decreases with increasing energy and fluence per pulse (summarized in Table 2). The GHz-burst mode, which is characterized by intense plasma shielding, resulted in a notable reduction in achievable efficiency, thereby representing the processing regime with the lowest productivity. In contrast, the accumulation of residual heat within a MHz-burst, which can be utilized by subsequent pulses as additional energy for ablation, enabled a maximum efficiency of 1.5 µm3/µJ. This value was achieved with a fourfold increase in throughput (20 J/cm2) compared to the reference. At the maximum throughput of 100 J/cm2, the MHz-burst mode maintained an efficiency of 1.0 µm3/µJ, comparable to that of the single-pulse mode at optimal fluence, though with a significantly increased productivity. The results of the Bi-burst mode demonstrate that the characteristic plasma shielding of the GHz-burst mode leads to a reduction in efficiency, while the heat accumulation effect of the MHz-burst mode enhances efficiency and productivity, although remaining below the values achievable with the pure MHz-burst mode.
In general, surface roughness of the generated structure bottoms increased with higher throughput and total fluence. The single-pulse mode yielded a topography dominated by hole-like structures, while cauliflower-like topographies were observed in both the MHz- and Bi-burst modes. The GHz-burst mode produced a topography of re-solidified melt, which follows the geometric line hatch of 3 µm and consistently exhibited the lowest surface roughness over a wide parameter range. Consistent with the smoothing effect documented in the literature for metals, the GHz-burst mode was also used in this study to smooth the cauliflower-like topography. The results demonstrate that smoothing with GHz- burst pulses and an increasing number of additional scans significantly reduces surface roughness.
In conclusion, this study provides not only fundamental insights into the ablation of WC-Co but also serves as a database for future studies on 3D laser microstructuring with respect to efficiency, productivity, and quality.