Article Content
Introduction
Wildfires in California have increased in scale and intensity due to climate change, drought, and a backlog of forest management work [45]. To help reduce the ecological and societal impacts and risks of wildfires, California plans to treat 1 million acres of forestland annually, helping to restore forests to more healthy stand conditions (Forest Management Task [12, 22]).
Mass timber products and their applications in architecture and construction hold the promise to support forest management efforts and provide low-carbon structural material for sustainable housing [6]. However, California is at or near the state’s capacity for wood processing due to the decreased number of operating mills over the last several decades [25]. To handle the increased pace and scale of planned forest restoration work, new and expanded primary and secondary wood processing facilities, such as mass timber manufacturers, must be established.
Typical mass timber plants to produce Cross-Laminated Timber (CLT) require a long-term steady supply of wood, highly skilled workers, and high capital investment [5, 40] (in the order of $40–110 million, [48]). This makes it a high-risk and high-capital venture for a new market, with many years of planning, fundraising, and product certifications before any production can happen.
Many regions and governments around the world are pushing for the use of low-carbon material systems such as mass timber. However, with no capacity to utilize local fiber in places with abundant forest resources, the sustainability argument is questionable or leads to missed opportunities to reinforce the health of local forest and communities. For example, the newest mass timber building on the campus of the University of California Berkeley (completion 2025) was built with Engineered Wood Products sourced from Quebec, Canada.
In countries and regions with a strong tradition in wood construction and woodworking, small and medium-sized businesses play an important role in the manufacturing and industrial landscape of wood construction. For example, in Europe in 2012, there were about 20 companies involved in the manufacturing of Dowel-Laminated Timber panels (Towards Adhesive Free Timber Buildings [42]. A study of Wood Products Cooperatives in Germany has demonstrated the benefits of local production and valorization of wood fiber. A localized production can reduce up to 36% the Global Warming Potential (GWP in kgCO2e) of Engineered Wood Products [10].
This research presents a smaller scale, lower-tech, lower-investment decentralized production of structural mass timber products that can be deployed rapidly. A small-scale decentralized approach is successful across industries [34, 44] but has not been researched and applied in California’s recent history of mass timber. In a new mass timber market in need of combatting wildfire through better utilization of local forest resources, the research questioned whether such an approach can kickstart the production of mass timber products.
This paper presents the recent development of community-scale mass timber manufacturing (DIY mass timber) and strategies through Cooperative Extension activities at the University of Berkeley, California. The paper presents DIY ‘how-to’ guides for small-scale and low-cost production of low-tech mass timber products like Nail-Laminated Timber (NLT). It also presents the potential of applying craftsmanship to the production of structural and architectural NLT, and illustrates their application examples for housing or larger-scale structures. Finally, it presents the results of the dissemination of these DIY guides and the recent early success stories of new mass timber producers in California.
Background
Low-tech mass timber – focus on nail-laminated and dowel-laminated timber
Mass timber is a type of timber construction using large solid or Engineered Wood Products (EWPs). It has gained popularity due to its potential to offset the carbon emissions of building structures and the systematization of its tectonic through engineered wood products like mass timber panels. Mass timber elements are engineered to offer higher performance levels and shape options than the solid wood pieces they are made from.
Among the different types of mass timber products, this paper focuses on a simpler or low-tech wood product technology: nail-laminated or dowel-laminated timber. Low-tech in this paper refers to mass timber products that do not require heavy equipment such as hydraulic presses, structural adhesives, skilled labor, and precise moisture control to be manufactured. Low-tech engineered wood products like NLT and DLT have been used extensively in the past before it was grouped under the category of contemporary mass timber construction and are still popular in established mass timber markets. Brettstapel (“board stack” in German) refers to both NLT and DLT as a timber product made of dimensional lumber boards, stacked and connected into panels either by nails or hardwood dowels. Both products are very similar in many respects. These products have been used extensively in the past and are present in most textbooks on timber construction [16, 27].
In the U.S., both NLT and DLT are referred to as mechanically laminated timber. NLT, more specifically, is described prescriptively in the International Building Code, with precise requirements on lumber thickness, nail type, diameter and length, and nailing pattern. If the building codes’ instructions are followed, they can be readily manufactured and used in the buildings without further approval. In contrast, higher-tech wood products with structural adhesives need approval and testing for each specific manufacturer for quality control, which can be costly and delay production.
In recent years, lower-tech mass timber products have also seen a renewed interest due to the lack of adhesives and the potential to recover the structural material in the future, further strengthening the sustainability arguments for heavy timber construction.
Why low-tech low-cost mass timber in California
At the time of submission of the abstract of this paper (early 2024), there was no production of mass timber panels in California. The demand for mass timber products is, however, the highest in the country. In 2021, California had about 69 mass timber projects being designed and 109 built projects [31]. Project teams are required to source mass timber components from out-of-state or even internationally for these projects. At the same time, the West Coast experiences catastrophic wildfires fueled by climate change-driven droughts [2] and a hundred years of misinformed forest management strategies [35],Steel, Safford, and [24, 38]. This has led to U.S. western forests being overstocked with lower-value biomass, especially with smaller-diameter trees. The cost of mechanical thinning and controlled burn treatments for forest restoration projects rarely offsets the extracted resources [7]. Current wood product market options, such as firewood, dimensional lumber, or energy production, don’t provide enough added value for the wood to pay itself out of the forest [33].
Four key aspects motivate the focus on lower-tech mass timber products to start the production of mass timber: 1) it requires a smaller initial investment, 2) it is readily applicable due to its prescriptive presence in the building codes 3) the workforce skill level required is minimal 4) it doesn’t require the buildup of supporting industries or infrastructure.
This approach is not necessarily a replacement for larger centralized production of mass timber that could benefit from higher quality production, economy of scale, or the production of glued products like Cross-Laminated Timber. Instead, it is complementary to other larger-scale initiatives to kick-start local production by taking a smaller-scale distributed manufacturing approach. This approach hopes to increase the opportunities in forested communities to produce higher value-added products while supporting the utilization of local biomass coming out of forest restoration projects. Smaller-scale CLT production is currently being explored by other groups [41] but is not considered in this paper.
A small-scale approach to mass timber equates to family-owned or -sized carpentry shops in other parts of the world.
Recent unpublished initiatives exist in California such as a “paleo mass timber” system by Prof. Mark Anderson and Tyler Pew, and Marisha Farnsworth, and Paul Discoe for the O2 Artisan renovation project in Oakland, California, with site-made NLT panels. This approach has been labeled with different names such as DIY mass timber, low-tech mass timber, paleo mass timber, craft mass timber, or grassroots mass timber.
DIY in design and architecture
The Do-it-Yourself movement has a strong history of contributions to architecture and design. From the design of Sears Houses [9] to Enzo Mari’s Autoprogettazione furniture project [26], these how-to instructions are calling for people’s participation in the making of furniture or architecture. In the case of Enzo Mari’s furniture, this supported the principle of self-reliance for people and served as a critique of the industrial design trends at the time. The Sears kit homes also gave a sense of self-reliance to people, as they could build their own homes affordably. DIY or how-to guides applied to architecture and design have supported the democratization of making and design, such as The Whole Earth Catalog [4], open-sourced Japanese furniture (KAK 1953, seen in [14]) or Popular Mechanics [30]. in the past to more recent examples such as Instructables (www.instructables.com) and YouTube videos (www.youtube.com). The DIY movement has supported systems of production to happen in the world that would otherwise only be possible through a capitalist mode of production [20], often aligned with counterculture ideals [36]. James Hennessey and Viktor Papanek’s book [15] on nomadic furniture mixes the idea of democratic design with the reuse of common material with lower environmental impact at the scale of furniture. This open-source approach to design, with the publication of recipes, enables people’s access to design or architecture that aligns with their values, if the market doesn’t offer the products they want. Applying DIY principles to architecture comes with different constraints and requirements, like expert knowledge in engineering, building science, or a bigger budget than what is necessary for furniture. The tiny house movement is an expression of that idea. A tiny house is often built by the owner, as an attempt to lower the housing’s environmental footprint and expenses of housing through minimalism [11]. It is, however, mostly limited to the construction of smaller sheds or housing units that don’t match the requirements of dense urban housing. DIY larger-scale structures have been experimented on, such as the Wikihouse [46], the dome cookbook [3], the dome book 1 and 2 (Pacific [28, 29]), with recipes to build larger-scale geodesic domes. On a larger scale, housing within the democratic design movement takes the form of prefab housing [17, 43], delivered as a factory-made module or kit of parts.
The approach taken here combines the idea of democratic participation while attempting to produce architectural and structural products for denser housing. Craft mass timber doesn’t supply an entire building, but rather the mass timber components that insert themselves into the construction market, enabling small-scale businesses to create housing products in high demand at low startup costs.
Mass timber how-to guides
Target audience
The guides target an audience of woodworkers, contractors who could start mass timber production at a small scale, and sawmill owners or lumber yards looking to add value to their products. It targets people who know wood or woodworking but lack knowledge of turning lumber into code-compliant structural products. It is assumed that the audience understands general requirements for wood construction.
Graphic style
The main inspiration for the graphic representation of the drawings was IKEA or LEGO-style manuals, as explored in [39]. The IKEA assembly guides have a clear overview and a list of the tools and parts required. Each assembly step is described with simple line drawings, highlighting specific actions at each step in smaller drawings. The simplicity in the drawings follows the ideology of a piece of furniture that can be built by anyone. Other graphical references include Charlotte Perriand’s assembly guide for the bookcase Nuage (1958), DIY books on furniture [14, 18, 47], Enzo Mari’s furniture book [26] and a discussion on manuals for self-built architecture [8, 21, 23].
Finally, the NLT matrix Fig. 3 is inspired by Heinz Isler’s work on shell designs with the ending “etc.”, eluding to an endless world of possibilities.
Approach – DIY Mass Timber for California
A DIY approach attempts to de-mystify mass timber products in a relatively young mass timber market and reconnect wood construction to craft, instead of an industrialized product. A DIY start doesn’t mean that production has to stay small, but is likely a necessary step to initiate production with low investments.
The following figures present graphical instructions to start the production of code-compliant Nail-Laminated Timber panels and examples of constructions that can be achieved with this family of engineered wood products. These graphical illustrations serve two purposes. First, they summarize the cooperative extension activities done to promote the creation of manufacturing capacity. The author traveled across California to teach people interested in starting production how to make NLT and DLT at a small scale using similar instructions. Second, these illustrations are going into a larger how-to guide for craft mass timber.
DIY guide to making nail-laminated timber
DIY nail-laminated timber—simple set-up
Figure 1 shows a simple procedure to produce code-compliant Nail-Laminated Timber panels at a small scale with limited resources. In its larger format, the guide will be accompanied by notes with specific recommendations according to the California Building Code and International Building Code regarding nail diameter, spacing, and type, as well as requirements for timber specifications to produce. In general, standard dimensional lumber sizes allow for panels up to 20 feet (about 6 m) to be made. This span or length is sufficient for a wide range of project types. For longer lengths, butt-joint layouts or finger-jointed lumber is required, and a reduction factor according to the U.S. guide for Nail-Laminated Timber [19] needs to be considered, allowing for panels of any length.
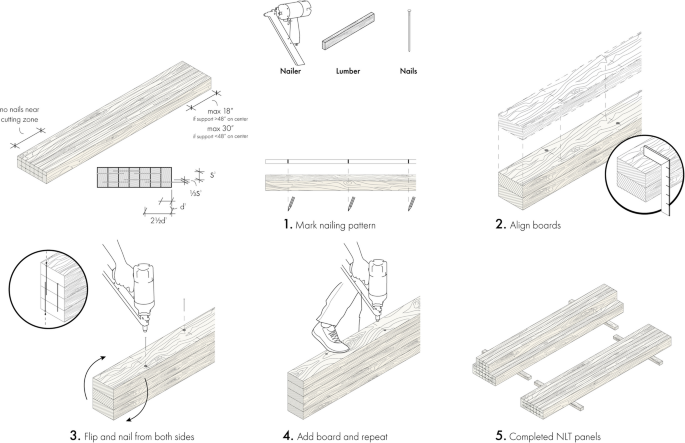
DIY instructions for the simple manufacture of Nail-Laminated Timber (NLT) panels. A pneumatic nail gun and dried, graded, and surfaced structural lumber are all required to produce code-compliant mass timber panels in California, according to the California Building Code and International Building Code 2304.9.3 under Mechanically Laminated Decking
The tool list is short: a pneumatic nail gun, construction grade nails, and construction lumber boards that are kiln-dried, structurally graded, cut-to-length, and surfaced, following national design specifications for construction [1]. Wood of any quality, grade or species, at any moisture content, can be mechanically assembled by nails or dowels, but results in a different quality of the final products. It is, however, recommended to use commercially available species for the construction market. Theoretically, a hammer is the only tool required. However, a nail gun is more realistic for production. Tools like woodworking clamps, workhorses, a square, a tape measure, and a miter saw would be listed as tools that can help the process but are not strictly necessary. According to this tool list, an initial startup budget of around 1000$ is sufficient.
The boards are stacked and nailed according to the pattern defined by the California Building Code 2304.9.3, accessible for free online. The required nail type and nail pattern is defined in Table 2304.9.3.2 depending on the nail diameter, nail length, board thickness, and the support condition of the panel. Clamps or jigs can be utilized to improve the process. For more complex panels, longer than the boards they are made from, information in the codes regarding splicing is available, as well as in the U.S. Nail-Laminated Timber Design Guide [19] and American National Standard (ANSI) EP559.1. For beam-like elements, more information can be found in ANSI EP559.2.
DIY nail-laminated timber – advanced set-up
Figure 2 shows the same process for a high production rate in a more comfortable setting, by building a fabrication jig. This jib is described and shown in (Holt, Luthi, and Dickof 2017) and was in use at StructureCraft (https://structurecraft.com/), a Canadian manufacturer of engineered wood products. The startup budget for this fabrication is not much higher than the one presented in Fig. 1. The jig is built from simple materials and can be improved or changed depending on the manufacturer’s need. At this level of production, material handling equipment and storage space are needed. The jig is built from a series of small frames to elevate the production off the ground, and sturdier guides for squareness (back and end stop). The jig is completed with a back fence, should a nail be misfired.
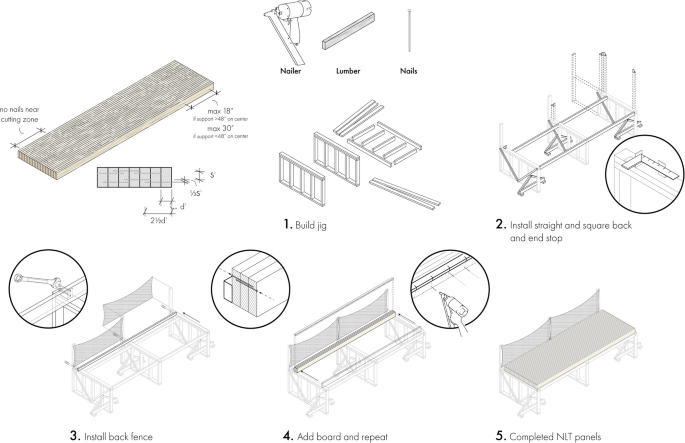
DIY instructions for the more advanced manufacture of Nail Laminated Timber (NLT) panels. The construction of a jig simplifies the fabrication of the panel for higher values and quality. The jig design is inspired by the information shared in the U.S. NLT design guide. A pneumatic nail gun and dried, graded, and surfaced structural lumber are all that is required to produce code-compliant mass timber panels in California, according to the California Building Code 2304.9.3 under Mechanically Laminated Decking
Nail-laminated timber matrix
Figure 3 shows a fabrication matrix for different Nail-Laminated Timber types, including variations in lumber feedstock, finish, profiling, and assembly techniques. This can be applied to DLT as well. This matrix has been made to emphasize that craftmanship-based and local fabrication of mass timber panels at a small scale could lead to a greater diversity of product aesthetics and performances on the market, as opposed to large-scale production that couldn’t differentiate the panels as much. Some of the options shown here are not necessarily described or allowed in the code, however, they are structurally sound and could be specified by a licensed engineer.
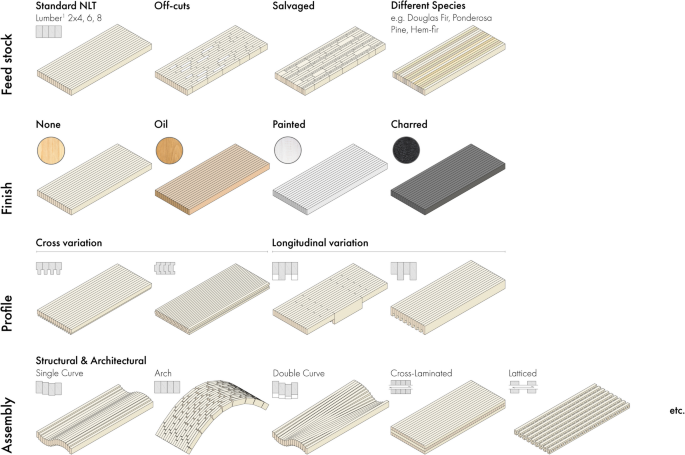
Nail-Laminated Timber Matrix. A small-scale production of wood panels enables more flexibility and craftsmanship. A standard Nail-Laminated timber is described as Mechanically Lumber Decking in the code, using dimensional lumber and the prescribed nail patterns and nail types. Many more design variations are possible
The feedstock row on the matrix shows the different lumber sources that could be used for the fabrication. In standard cases, NLT panels are made with dimensional lumber, typically boards of nominal dimensions 2 inch by 4 inch, 2 in by 6 in, and 2 in by 8 in. Larger boards are possible as well. Other variations are shown and have been experimented with. Some of these options are not explicitly in the building code, such as the use of small off-cut filler pieces between longer standard structural pieces, the use of salvaged lumber repurposed to meet construction requirements, or a mix of different species based on availability.
The ‘finish’ row of the matrix shows options in the aesthetic quality of the surface of the panel. In the same way that furniture makers prefer a type of finish, architects can specify the building products with different surface finishes. The manufacturer can select construction-grade finishes available on the market [13]. Finish selection and requirements should be addressed by building experts in collaboration with the manufacturers. Charring the wood inspired by the Japanese technique Yakisugi can offer interesting visual unity without bringing other materials or finishes.
The following row demonstrates variations in the profiling of the DLT or NLT panel. Manufacturers profile the bottom surface of the panel to increase the acoustic performance, as well as the side profile (second panel on the third row) to avoid air gaps between the boards and minimize sound transmission. These side profiles can also be used to increase the shear transfer between the boards. The last two panels on the row show an example of profiling that would serve a structural optimization purpose, by mixing board depth along the length to adapt the strength of the panel to the forces acting in them in bending. This can also be done by mixing two types of boards, i.e., nominal 2 by 4 inches and 2 by 6 inches to achieve a structural capacity of an equivalent section in between the two sizes. This offers more possible variations to match the panel size with the structural demand and minimize cost and material use.
The last row expands on structural and architectural assemblies. By varying the stacking angles, single or double curvature panels can be made, as shown in the first three examples. Given that NLT and DLT have all the fiber running in one direction, doubly curved assemblies are not well suited for load transfer in both directions. The wood fiber is about 10 times weaker perpendicular to the main grain direction. Cross-laminated panels, solid or latticed, could be made with dowel and nail fasteners [37].
Nail-laminated timber – application examples
Figure 4 shows the local and small-scale fabrication of mass timber panels for local construction. Cross-laminated timber (with glue) has dominated the conversations around mass timber in recent years. For this reason, the public is less aware of the different mass timber products available on the market and their potential applications. In this case, DLT and NLT can replace the use of CLT in projects where it is used in one-way spanning only. Given the transportation limitation of CLT panels, it is often used as a one-way panel and benefits from the dimensional stability of the cross-layer, resulting in material inefficiencies. NLT or DLT only have a small capacity to take lateral load. To serve as lateral bracing systems in buildings, they need to be topped with sheet material, like Oriented Strand Boards (OSB) or plywood. Alternatively, the panel or the structures need to be braced. The specific requirements of each panel, such as species, layup, etc. will depend on the project requirement. It should be addressed by a licensed structural engineer and architect in collaboration with the manufacturer.
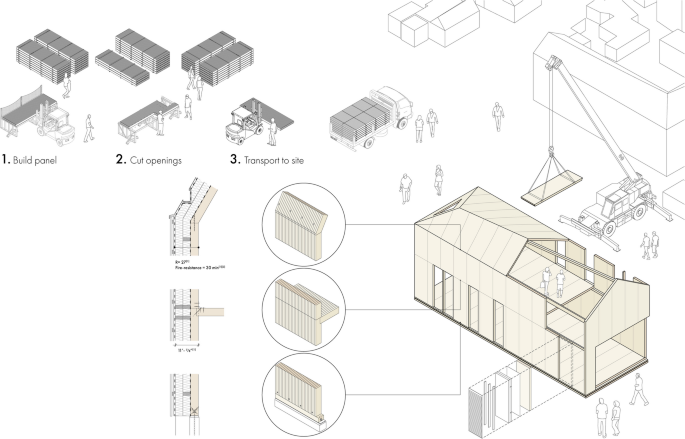
Small-scale mass timber manufacturing to housing. An example of a building with details made from NLT or DLT
Similarly, Fig. 5 shows a potential application of nailed wooden elements for a large-scale structure. The structure was preliminarily sized. It consists of a trussed arched system topped with nail-laminated timber panels in the longitudinal direction. A similar arch structure was designed and built by Antonio Gaudì [32] using short wooden elements bolted together into an arch. Here, the main arch, the roof beam, and the columns are all nail-laminated assemblies. The roof panels are nail-laminated timber mixing two lumber cross section sizes to reduce material use (nominal 2by4s and 2b6s, notched at the supports).
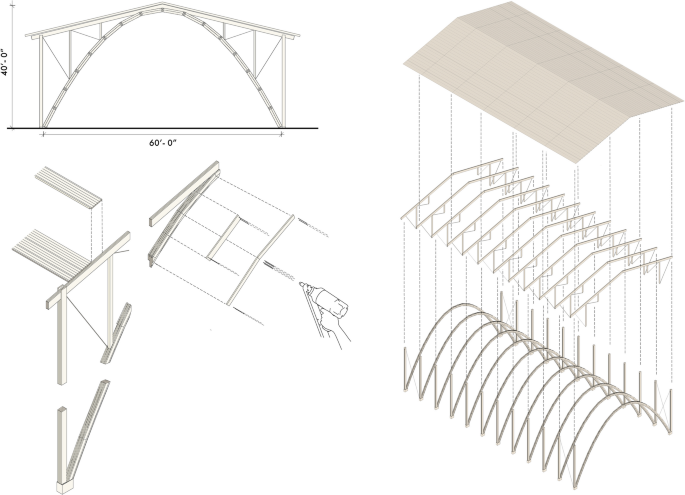
Low-tech engineered wood products for high-performance structures. The structure was designed to showcase the potential of nail-laminated timber to be applied for large-scale engineered structures. The structure is inspired by Antonio Gaudì’s Mataró Warehouse [32]
Extension to dowel-laminated timber
The same principles of DIY fabrication of engineered wood products can be applied to dowel-laminated timber. The fabrication of DLT is slightly more complicated, as it involves the insertion of hardwood dowels in predrilled holes through the stack of wood. This technology offers a slight advantage in being made from wood only and simplifies the secondary processing of the panel blanks. Wood-cutting tools and CNC milling machines get damaged in contact with steel fasteners. Nail-laminated panels can still be processed after they are made, but careful planning of the opening location and nail pattern is necessary.
A similar guide was made and published as part of a University of California – Agriculture and Natural Resources Extension publication ‘A guide to making your own dowel-laminated timber panels at home’ with guided steps and images.
Manufacturing results in California
The guides have been developed along with the support provided to stakeholders in California. After about a year of collaboration, three partners have started a small production of mass timber panels, as shown in Fig. 6. UC Berkeley students Ethan Lamping and Beck Boyea have contributed to the initial exploration.

: (top left) UC Berkeley student, producing nail-laminated timber panels at Forestree Collective for the construction of a small building at the sawmill location, near Sebastopol, California. The panels were made with wooden nails by Lignoloc.(top right) Production of the first 18-foot dowel-laminated timber panels made from Hemlock-fir at the newly created Mad River Mass Timber company, from Schmidbauer Lumber Inc. and North Fork Lumber Company, Korbel, California. (bottom) Custom dowel-laminated timber production machine designed and made as a collaboration between All Bay Lumber, Urban Machine, and UC Berkeley for small-scale production of DLT panels made from reclaimed lumber
Jeremy Fisher and Marisha Farnsworth of Forestree Collective, a vertically integrated sawmill and wood products company, near Sebastopol California, have assembled nail-laminated timber panels to build a small building at their sawmill location. The panels were made with hardwood nails (Lignoloc by Beck Fastening) using small treetops from their restoration work.
Schmidbauer Lumber Inc., Eureka, California, and North Fork Lumber, Korbel, California, have recently created Mad River Mass Timber to start production of dowel-laminated timber with a homemade jig.
The last image shows a collaboration with Urban Machine, All Bay Lumber, and the UC Berkeley Wood Lab. After initial small-scale manual trials to produce DLT, a custom machine was designed and built to increase the production pace. The machine is primarily used to make panels with lumber reclaimed from deconstruction sites, de-nailed with Urban Machine’s technology, and assembled at All Bay Lumber.
Conclusion
In principle, nailing lumber boards into a panel is simple and does not require much explanation. However, as shown by the creation of early mass timber manufacturing capacity in California in a short time frame, the experience shared in this paper shows the importance of reaching for low-hanging fruits and providing more precise guidelines and education on the potential of lower-tech mass timber products like nail-laminated timber and dowel-laminated timber. These products have existed in different markets for a long time, benefiting from a lot of existing knowledge.
It is still unclear how this strategy will scale and if this will be enough to make a dent in the amount of wood that needs to be taken out of California’s forests. With the future expansion of these initial production sites and the addition of more stakeholders, it is the hope that DIY mass timber supported by craftsmanship can establish local manufacturing.
This alternative route to mass timber manufacturing can be deployed more rapidly, requires minimal capital costs, leads to more immediate community-based employment opportunities, and could be expanded to multiple forest regions, supporting decentralized manufacturing and resilient forest management practices when paired with local mills and the available local workforce.