Article Content
1 Introduction
High-entropy alloys (HEAs), a class of materials known for their multi-principal element compositions, have garnered considerable attention due to their exceptional combination of mechanical, thermal, and magnetic properties. Unlike traditional alloys, which typically consist of one or two principal elements, HEAs are made up of several elements in nearly equimolar or non-equimolar ratios [1, 2]. This compositional complexity leads to the formation of solid solution phases, such as body-centered cubic (bcc) or face-centered cubic (fcc), which enhance their stability and mechanical strength [3]. Among HEAs, those that incorporate transition metals like Fe, Co, Ni, and Cr have shown promising soft magnetic properties, making them ideal for high-performance magnetic applications [4,5,6,7,8,9]. FeCoCrAl alloys, in particular, have attracted attention as multifunctional materials, offering excellent soft magnetic properties alongside high corrosion resistance and mechanical strength. The unique combination of Fe, Co, Cr, and Al in varying proportions provides a balance between magnetic behavior and durability, making these alloys suitable for devices that operate under harsh conditions. Notably, FeCrAl alloys containing less than 12 wt% aluminum can be processed through a variety of methods, including traditional wrought processing and advanced powder metallurgy techniques [10].
This study aims to develop a novel magnetic HEA with both corrosion resistance and soft magnetic characteristics by selecting Fe, Co, and Cr for their strong magnetic and anti-corrosive properties. Al was incorporated to stabilize the bcc structure, further enhancing the alloy’s suitability for high-temperature applications [11]. Mechanical milling, a widely-used technique for synthesizing HEAs, was employed to precisely control the microstructure and phase distribution, optimizing the magnetic properties of the alloy. Prolonged milling introduces defects such as dislocations and promotes grain refinement, which have a significant impact on key magnetic properties like coercivity, remanent magnetization, and saturation magnetization. Previous studies have demonstrated that controlling the milling time can influence grain size and induce phase transformations, ultimately optimizing the alloy’s magnetic behavior [12, 13].
Beyond their magnetic characteristics, FeCoCrAl alloys also show potential as gamma radiation shielding materials due to their high density and the presence of high atomic number elements, such as cobalt and chromium. These features make them particularly attractive for applications in nuclear reactors, medical imaging devices, and radiation protection systems, where both magnetic performance and radiation shielding are critical. As the demand for materials with a combination of mechanical strength, magnetic performance, and radiation shielding capabilities continues to grow in sectors like aerospace, nuclear energy, and defense, the development of multifunctional materials becomes increasingly important. However, few studies have examined the combined soft magnetic behavior and radiation shielding properties of HEAs, particularly in FeCoCrAl systems. This research aims to address this gap by investigating the structural, magnetic, and radiation shielding properties of (FeCoCr)₉₄Al₆ HEAs synthesized via mechanical milling. Using advanced characterization techniques, we offer insights into the phase evolution, magnetic behavior, and gamma and X-ray shielding efficiency of these alloys, demonstrating their potential as multifunctional materials for industrial applications requiring both robust magnetic performance and radiation protection.
2 Experimental
Using empirical parameters of HEAs, a single-phase bcc-structured (FeCoCr)₉₄Al₆ HEA alloy was designed. This design was based on key calculations, including valence electron concentration (VEC), atomic size difference (δ), mixing enthalpy (), and mixing entropy (), as follows [14,15,16]:
The (FeCoCr)₉₄Al₆ HEA samples were synthesized using mechanical alloying. The starting materials used were Fe (Riedel-de Haen), Co (Merck), Cr (Aldrich), Ni (Merck), and Al (Aldrich), all with purities above 99%, in powder form. Mechanical alloying was carried out using a high-energy ball mill (Retsch PM100) under an argon atmosphere. Sample weighing and preparation were conducted inside an argon-filled glove box to avoid oxidation. The stoichiometries and amounts of the starting elements used for mechanical alloying are shown in Table 1. A ball-to-powder ratio of 40:1 was maintained, with a fixed rotation speed of 400 rpm. A 250 ml hardened steel vial and steel balls with diameters of 8 mm and 10 mm were used. The milling process was conducted for up to 100 h, with the direction of rotation reversed every 30 min, followed by a 15-minute pause to prevent overheating and improve efficiency.
The phase identification of the as-milled HEA samples, without any additional treatment, was conducted using a Rigaku X-Ray Diffractometer (XRD) with CuKα radiation (λ = 1.54 Å). The microstructural analysis of the ball-milled powders was carried out using FEI-Quanta FEG 450 scanning electron microscopy (SEM) equipped with energy dispersive X-ray spectroscopy (EDS) Bruker Quantax 200 for elemental composition analysis. Magnetic properties were evaluated at room temperature using a Quantum Design Physical Properties Measurement System (PPMS) equipped with a vibrating sample magnetometer (VSM), applying a magnetic field of ± 30 kOe. The Curie Temperature was determined by temperature dependent magnetization mesurement between 300 K and 800 K, in the presence of 500 Oe applied field. Additionally, the gamma-ray attenuation characteristics of the samples were analyzed and their potential for use as radiation shielding material was evaluated. For this purpose, the HPGe detector, which is widely used in the detection of gamma radiation, was used. The experimental set-up consists of the HPGe detector, radiation shielding materials, lead apparatus and point sources emitting gamma-ray radiation at different energies (Fig. 1). The set-up was verified for repeatability and stability both before and after each set of measurements.
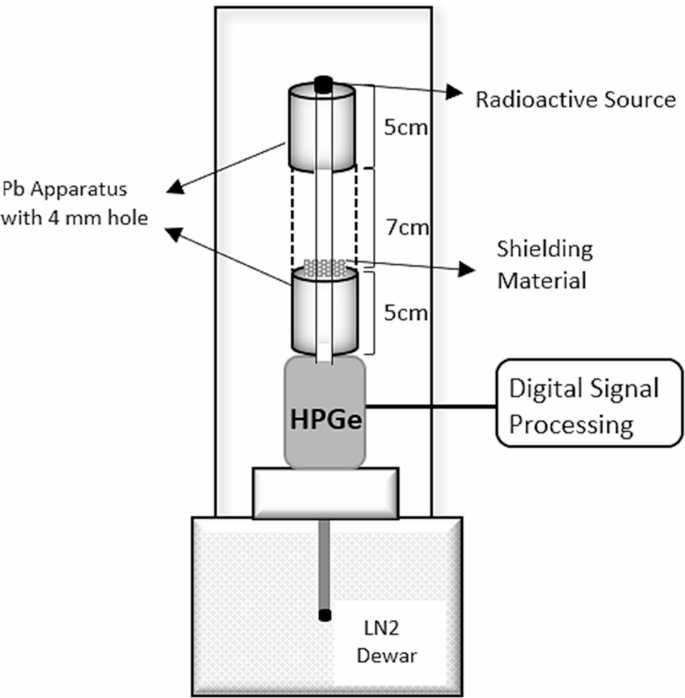
Experimental set-up of the gamma spectrometry system with HPGe detector
A narrow beam geometry that minimizes the amount of scattering and secondary particles reaching the detector has been achieved with lead apparatus consisting of two identical lead collimators with a 4 mm hole in the middle, 3.7 cm in diameter and 5 cm in height. A carbon fiber windowed coaxial HPGe detector with 46% relative efficiency was used for transmittance measurements of gamma-rays. The measured energy resolution (FWHM) is 686 eV at 122 keV (57Co), 539 eV at 14.4 keV (57Co), 1.7 keV at 1332.5 keV (60Co), and 607 eV at 5.9 keV (55Fe). The detector was connected to a digital signal processing system (Ortec DSPEC 50) with a 16k ADC conversion gain operating through a MaestroPro Advanced Spectroscopy Software.
A narrow beam of photons with initial intensity I0 is attenuated to intensity I according to the exponential law after passing through an absorber material of thickness x. Thus, the attenuation of gamma-rays in any medium is according to the Lambert-Beer law given by Eq. 5 [17, 18].
By utilizing Eq. 5, many parameters such as linear attenuation coefficient (LAC) given by Eq. 6, radiation protection efficiency (RPE) given by Eq. 7, half value layer (HVL) given by Eq. 8 and mean free path (MFP) given by Eq. 9 of the materials can be calculated and the absorption effect of the material can be determined.
In this study, 241Am, 133Ba, 57Co and 137Cs certified point sources were used as gamma-ray sources. µ, RPE, HVL and MFP values were calculated for the energy values emitted from these sources, which are 59.5 keV, 81 keV, 122 keV, 302.9 keV and 661.7 keV.
Measurements were made on the same samples with a 150 kV X-ray beam with narrow beam geometry according to the EN61331-1 standard (Protective devices against medical X-rays for diagnostic purposes – Part 1: Determination of the attenuation properties of materials) [19]. This Part 1 specifies the methods for determining and displaying the attenuation properties of materials. Attenuation properties are obtained in the form of attenuation ratio, build-up factor and attenuation equivalent. In our study, the percentage attenuation ratios of materials are obtained.
3 Results and discussions
3.1 Microstructure and phase analysis
Figure 2 presents the SEM images of (FeCoCr)₉₄Al₆ high entropy alloys after 7, 30, 60, and 100 h of mechanical alloying. As the alloying time increases, the HEA particles transition from a highly irregular shape to a more spherical morphology. This shape evolution is attributed to two distinct mechanisms. The first is brittle fracture, which results from the embrittlement of the material due to work hardening. The second mechanism is plastic deformation, occurring via cold welding. Notably, aluminum particles within the HEA structure are significantly more ductile compared to the other elements. Thus, after 100 h of mechanical alloying, it can be concluded that brittle phases within the structure undergo brittle fracture, while the aluminum particles exhibit cold welding behavior, as seen in Fig. 1d. Similar findings have been reported in studies by Ammar et al. and Alleg et al. [20, 21].
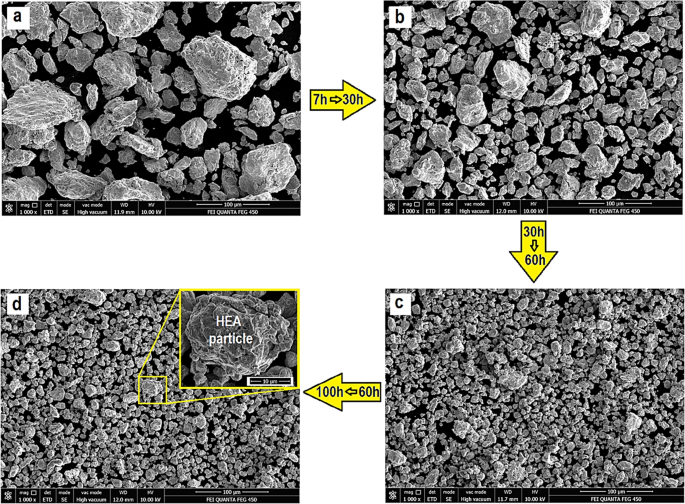
SEM images of the (FeCoCr)₉₄Al₆ high entropy alloys (HEA) after 7, 30, 60, and 100 h of mechanical alloying
Additionally, it can be observed that with the progression of mechanical alloying, the grain structure tends to become increasingly rounded. Moreover, with extended alloying time, particularly after 100 h, it is observed that the HEA particles do not undergo further refinement. As mentioned earlier, the soft-phase aluminum particles contribute to cold welding as the mechanical alloying time increases, leading to the bonding of harder particles within the HEA structure, which occasionally results in agglomeration. SEM images of the (FeCoCr)₉₄Al₆ high entropy alloys, along with EDS elemental analyses, have been performed, and EDS-mapping images have been generated. In Fig. 3, to better visualize the effect of mechanical alloying time on elemental distribution within the HEA structures, analyses after 7 h and 100 h of mechanical alloying are presented. The EDS analyses in Fig. 3 confirm the presence of all alloy elements. Both the samples subjected to 7 h and those subjected to 100 h of alloying show a similar elemental distribution, indicating a relatively uniform dispersion of elements across the samples. Other samples, not shown in Fig. 3 but analyzed via EDS, exhibit similar elemental distributions, suggesting that an extended alloying duration, such as 100 h, may not be necessary. The different colors in the mapping images correspond to the intensity of X-ray signals emitted by each element, indicating the relative abundance or concentration of the elements in different regions of the powder [22]. The EDS results, in terms of mapping, support the successful formation of the desired high-entropy alloy composition, demonstrating that the (FeCoCr)₉₄Al₆ alloy achieved the intended chemical composition after both 7 and 100 h of milling. The EDS analysis and mapping images further indicate that Co is the most reactive element in the (FeCoCr)₉₄Al₆ alloy system.
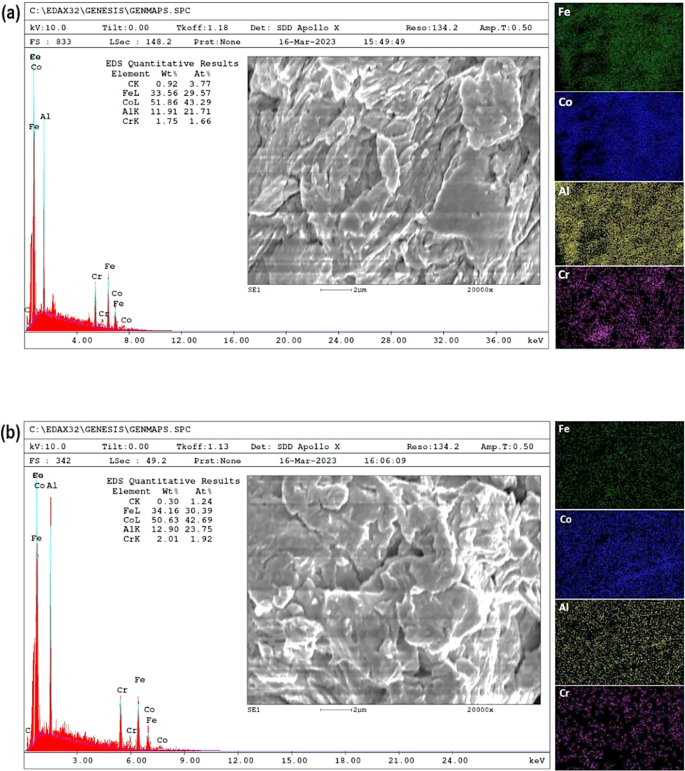
EDS and elemental mapping images of the 7 h and 100 h milled samples
3.2 Structural analysis
Figure 4 shows the XRD patterns of the as-milled (FeCoCr)94Al6 high-entropy alloys after different milling periods. As seen, the crystalline peaks corresponding to the Fe, Co, Cr, and Al elements decrease, and the formation of a solid solution with bcc phases is observed. After 20 h of milling, the peaks of the starting elements disappear, and the intensity of the bcc phase peaks increases. Prolonging the milling process to 100 h results in broadening of the peak areas and a decrease in their intensities. This phenomenon, commonly observed during mechanical alloying processes, is attributed to a reduction in crystallite size and increased lattice disorder due to plastic deformation. In mechanical alloying, particles undergo repeated breaking, cold welding, and re-breaking due to impacts between the balls, vials, and powders. This process leads to a decrease in particle size and the formation of sub-grains [12, 13]. Table 2 shows the atomic radii, melting points, and heats of mixing (ΔHmix, kJ/mol) of the elements used in the FeCoCrAl alloy. Negative heats of mixing are known to facilitate the dissolution of elements into one another. In these alloys, the large negative heats of mixing among the elements aid in the dissolution of Co, Cr, and Al into the Fe lattice [23]. This dissolution is crucial, as it promotes a more homogeneous microstructure and enhances the alloy’s stability. Additionally, during the mechanical alloying process, atomic size differences between elements contribute to lattice strain within the alloy. As mechanical alloying progresses, the repeated breaking and cold-welding mechanisms help stabilize the disordered structure, preventing phase segregation and supporting the formation of a solid solution [13].
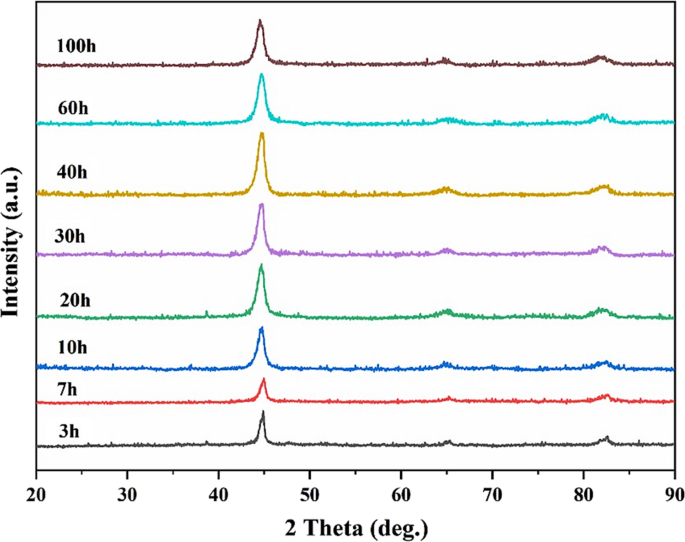
XRD pattern of the (FeCoCr)94Al6 alloys as a function of the various milling durations
Figure 5 shows the crystallite size and lattice strain of the HEA alloys at various milling durations. It can be seen that the crystallite size of the samples milled for 3 h decreased from 16.8 nm to 10 nm after 20 h of milling and then continued to decrease further. The crystallite size of the samples milled for 100 h was calculated as 7 nm. The more limited reduction in crystallite size after the first 20 h can be attributed to work hardening caused by continuous deformation, breaking, and rewelding of the powders, leading to saturation. Similarly, as expected, the lattice strain values show an increase. The lattice strain, which was 0.637% after 3 h of milling, increased to 1.403% by the end of the milling process. This increase is attributed to the disorder in the lattices caused by the formation of sub-grains and plastic deformations [12].
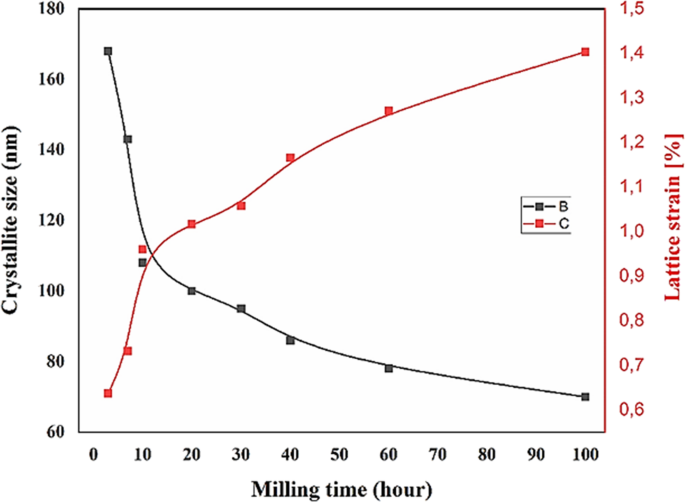
Crystallite size and lattice strain of the (FeCoCr)94Al6 alloys
3.3 Magnetic properties
Figure 6a shows the room temperature hysteresis loops and Fig. 6b focuses on the saturation magnetization (Ms) and coercivity (Hc) of the (FeCoCr)94Al6 high entropy alloys after various mechanical alloying durations. All the samples show soft ferromagnetic behavior. The saturation magnetization (Ms), which represents the maximum magnetic moment in the presence of an external field, reaches its highest value of 151 emu/g for the sample milled for 7 h. This result indicates that this specific milling duration produces the optimal magnetic performance for the alloy, surpassing the previously reported value of 141.88 emu/g for (Fe2.25Co1.25Cr)94Al6 [24] and 64 emu/g for FeCoNiCrAl [25]. For other milling times, the Ms values fluctuate, with a significant drop observed at 30 h (79 emu/g), suggesting the formation of less magnetically favorable phases or changes in microstructure. Hc is lowest (37 Oe) for the 7 h milled sample, demonstrating its soft magnetic behavior, which is desirable for magnetic applications where easy magnetization and demagnetization are required. In contrast, higher coercivity values are seen for other durations, with the highest coercivity (102 Oe) noted after 40 h of milling. Overall, the 7-hour milling time results in the best combination of soft magnetic properties, indicating that controlled microstructural refinement at this stage is crucial for achieving high saturation magnetization and moderate low coercivity, making this sample highly suitable for soft magnetic applications.
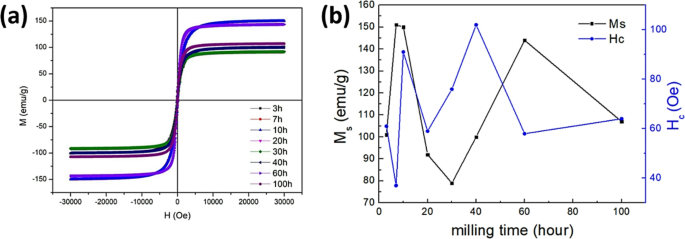
a Room temperature hysterisis loops b Variation of the Ms and Hc of the (FeCoCr)94Al6 alloys as a function of the milling time
The 7 h milled sample, exhibiting an optimized microstructure and superior soft ferromagnetic behavior, was selected for the magnetization vs. temperature (M-T) measurement. Figure 7 depicts the M-T curve with applied field of 500 Oe that represent the thermal variation of normalized magnetization of the samples. The magnetization decreases steadily with increasing temperature, a typical behavior of ferromagnetic materials as they approach their Curie temperature (TC). The TC appears to be around 800 K, indicating that the material retains ferromagnetic properties over a broad temperature range, making it suitable for both room-temperature and high-temperature applications. These results highlight the importance of optimizing milling time to achieve the best balance of magnetic properties and thermal stability for high-temperature applications.
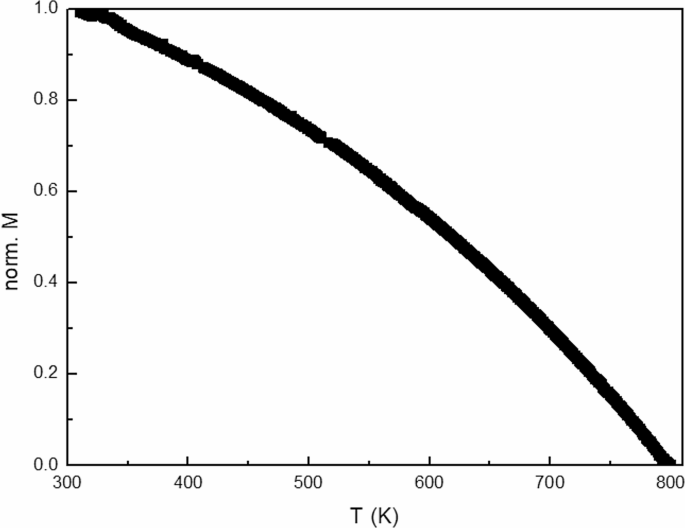
M-T curve of the (FeCoCr)94Al6 alloy milled for 7 h (H = 500 Oe)
3.4 Radiation shielding properties
The use of various high entropy materials such as FeCoNiCuZn, FeNiCoCr, FeCoNiMnCr, CoCrFeNiSi in radiation shielding has been a popular topic of research in the literature in recent years [26,27,28,29]. In this study, the radiation shielding properties of high entropy (FeCoCr)₉₄Al₆ material was investigated. For this purpose, this property was investigated with point sources in the range of 59.5 keV and 661.7 keV. While the material showed protection efficiency up to 93% at low energies, it provided protection up to 16% at 661.7 keV energy. Therefore, while higher energies were not investigated, 81 keV and 122 keV energies of 133Ba and 57Co sources with gamma energies in the low energy region were also investigated. The linear attenuation coefficients of the materials milled for 7 h, 60 h and 100 h were first calculated according to Eq. 6. Then, the RPE, HVL and MFP values of HEA materials were calculated and given in Fig. 8.
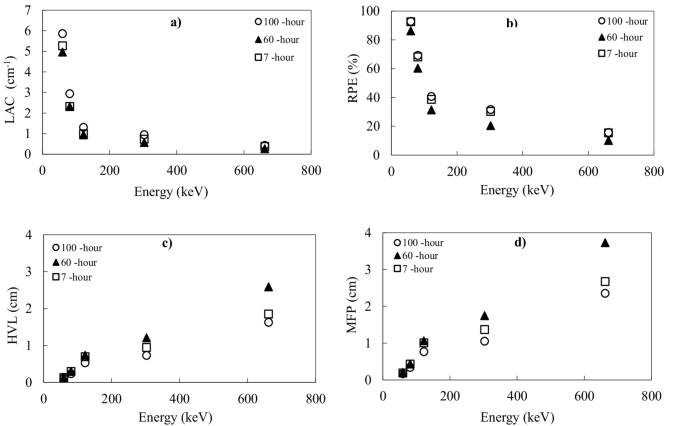
a Linear Attenuation Coefficient (LAC), b Radiation Protection Efficiency (RPE), c Half Value Layer (HVL), d Mean Free Path (MFP)
In the measurements taken with 241Am with 59.5 keV energy, 100 -hour milled has 92.8% radiation protection efficiency, 7 -hour milled has 92.6%, 60 -hour milled has 86%. In the 81 keV gamma energy of 133Ba, the radiation protection efficiency of the material is 70% with very close values in 100 -hour and 7 -hour milled. When Fig. 8a and b are examined, it is seen that the LAC and RPE of the materials are very close at 7 -hour and 100 -hour milled and decrease with increasing energy. HVL and MFP values, which provide information about the average distance required to reduce the gamma radiation flux, also increase as the energy increases, with lower values obtained at low energies, as seen in Fig. 8c and d.
In the measurements performed on the same samples with a narrow beam geometry with a 150 kV X-ray beam; it was determined that it attenuated 89.23% of the radiation for 7 -hour, 85.76% for 60 -hour, and 90.77% for 100 -hour. It is seen that the values obtained are compatible with the gamma radiation shielding values and that the results supporting each other are achieved.
4 Conclusion
In conclusion, this study successfully synthesized and characterized (FeCoCr)₉₄Al₆ high entropy alloys using mechanical alloying. The phase identification and microstructural evolution confirmed the formation of a solid solution with a single phase body-centered cubic structure, optimized through controlled milling times. The 7-hour milled sample demonstrated superior soft magnetic properties, with the highest saturation magnetization and the lowest coercivity, making it an excellent candidate for soft magnetic applications. Additionally, the alloy exhibited a high Curie temperature, around 800 K, indicating its suitability for both room-temperature and high-temperature applications. Furthermore, an examination of the gamma and X-ray shielding properties revealed that these HEAs hold promise for radiation protection, particularly against X-rays used for medical diagnostics and low-energy gamma rays. The fact that the produced HEA material showed a 93% reduction efficiency in gamma-rays and 91% in X-rays showed that this material is worth investigating. The results suggest that this material can serve as an effective shielding material in medical applications, which represent a significant area of radiation use. Overall, the tunable magnetic and radiation shielding properties of (FeCoCr)₉₄Al₆ alloys make them strong candidates for industrial applications that require both magnetic performance and radiation shielding capabilities.